北(běi)京不(bú)鏽鋼零件外協加工|304不鏽(xiù)鋼CNC精密加工|不(bú)鏽鋼精鑄件加工韌性強-滄州97视频精密機械


 韌(rèn)性強")
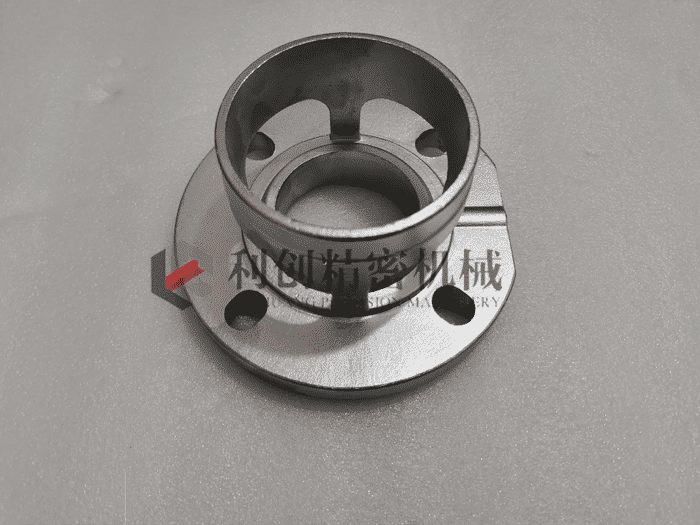
不鏽鋼零件加工
北京不鏽鋼零(líng)件外協加工、304不鏽鋼CNC精密加(jiā)工、不鏽鋼(gāng)316零件加工的本身硬度並不(bú)是很高,它的韌性較強,但是切削性能較差,容易粘到,所以很(hěn)傷刀,工件易變性,容易加工硬化。刀具要鋒利(lì),轉速不宜高,進給一般在F1500左右,下刀量盡量減少,切削液濃度要(yào)高(gāo)。
產地:河北省>滄州(zhōu)
供(gòng)應商:滄州利(lì)創(chuàng)精密機械製造有限公司
電話(huà): 010-87675292
手機:13911941253
手機:13911941253
不鏽鋼零件加工詳細介紹
在我們對不鏽鋼零件外協(xié)加工時應該都會遇到過同樣的問(wèn)題是:不鏽鋼零件外協加工難;殊不知,難以加工(gōng)的原因也在於刀具的選擇,下麵來告(gào)訴大家刀具都有哪些材質的,及不鏽鋼難以加工的幾點原因,以及(jí)解決方法:
 一、在自動車床上車削不鏽(xiù)鋼零件外協加工,一般使用的硬(yìng)質合金的刀具(jù)材料有:YG6、YG8、YT15、YT30、YW1、YW2等材料;常用的高速鋼刀具有:W18Cr4V、W6M05Cr4V2AL等材料。
一、在自動車床上車削不鏽(xiù)鋼零件外協加工,一般使用的硬(yìng)質合金的刀具(jù)材料有:YG6、YG8、YT15、YT30、YW1、YW2等材料;常用的高速鋼刀具有:W18Cr4V、W6M05Cr4V2AL等材料。
 二(èr)、刀具的(de)幾(jǐ)何角度和結構的選取也是尤為重要:
二(èr)、刀具的(de)幾(jǐ)何角度和結構的選取也是尤為重要:
前(qián)角:一般車削不鏽(xiù)鋼零件外協加工刀(dāo)具前角取10°~20°較為適宜。
後角:一般取5°~8°較合適,不過10°。
刃傾角:一般選取λ為(wéi)-10°~30°。
 三(sān)、不鏽鋼零件外協(xié)加工的難點有以下常見幾種:1、加工硬度致使刀具(jù)磨損較快,又很難排屑。
三(sān)、不鏽鋼零件外協(xié)加工的難點有以下常見幾種:1、加工硬度致使刀具(jù)磨損較快,又很難排屑。
2、低(dī)熱傳導(dǎo)性引起切銷(xiāo)刃的塑性變(biàn)形和刀具磨損較快。
1、使用具有高熱傳導性(xìng)的刀具。
2、鋒利的切削刃邊線:斷屑(xiè)槽刃帶較寬,可減少切(qiē)削壓力,這樣能很好地控製排屑(xiè)。
3、適當的切削條件:不適當的加工條件會降低刀具使用壽命。
4、選(xuǎn)擇適當的刀具:不(bú)鏽鋼零件(jiàn)外協(xié)加工用刀具應該具有很(hěn)好的(de)韌性,切削刃強(qiáng)度和塗層(céng)膜的結合力也要(yào)比較高(gāo)
前(qián)角:一般車削不鏽(xiù)鋼零件外協加工刀(dāo)具前角取10°~20°較為適宜。
後角:一般取5°~8°較合適,不過10°。
刃傾角:一般選取λ為(wéi)-10°~30°。
刃口表麵粗糙度應不大於Ra0.4~Ra0.2。
2、低(dī)熱傳導(dǎo)性引起切銷(xiāo)刃的塑性變(biàn)形和刀具磨損較快。
3、積屑(xiè)瘤容易造成徽小塊粉屑留在切銷刃上,並(bìng)引起(qǐ)不良加工表麵。
4、刀具與被(bèi)加工材料之間化學(xué)關係造成加工硬化和被加工材料的低熱傳導(dǎo)性,不但容易造成不尋常的磨損,而且會刀具崩刃和不正常的破裂。
四、針對加工難點的解(jiě)決方法如下:1、使用具有高熱傳導性(xìng)的刀具。
2、鋒利的切削刃邊線:斷屑(xiè)槽刃帶較寬,可減少切(qiē)削壓力,這樣能很好地控製排屑(xiè)。
3、適當的切削條件:不適當的加工條件會降低刀具使用壽命。
4、選(xuǎn)擇適當的刀具:不(bú)鏽鋼零件(jiàn)外協(xié)加工用刀具應該具有很(hěn)好的(de)韌性,切削刃強(qiáng)度和塗層(céng)膜的結合力也要(yào)比較高(gāo)
相關產品
鏽鋼(gāng)316零(líng)件加工,北京數控車床加工-機械加工零部件")
滄州97视频精密機械製造有限公司從事與於(yú)不鏽鋼316零件加工,北京(jīng)數控車床加工廠具備豐富的行業經驗,加工工藝人員技術過硬,可解決從設計到加工完成交付成(chéng)品一係列服務。
45號(hào)鋼零件車床加工(gōng)外協,40Cr鋼CNC精密(mì)加工,鋼Q235零件數控加工-鋼件加工 加工精研")
40Cr鋼CNC精密加工、鋼Q235零件數控加工主要(yào)是從工件的精度要求,表麵光潔度及行(háng)位公差來確定使用什(shí)麽工(gōng)藝來加工用CNC加工,北京45號鋼零件(jiàn)車床加工外協是使用一般的(de)加工機床進行的車(chē)、銑、磨、線切割、鉗(qián)加工(gōng)。精密加工指(zhǐ)的是精磨、精鏜、慢走絲(sī)線切割加工、數控機床加工、鉗工研磨、拋(pāo)光等(děng)。超(chāo)精密加工指的是鏡(jìng)麵磨加(jiā)工、鉗(qián)工精研(yán)等。
床加工,數控車外協加(jiā)工廠北京,數控車床精密加工(gōng)廠北京-車床加工 工序快捷")
產品展示
機械加工零部件不鏽鋼零件加(jiā)工(gōng)黃銅零件加工鋁合金零件加(jiā)工液壓閥座加工鋼件加工工程塑料零件加工車床加工機床鑄鐵件加工銑床加工自動化設備定製壓鑄模具-熱(rè)鍛模具-注塑模具-研發製造機床(chuáng)鑄件加工鋁合金機械零部件的加工(gōng)與生產北京機(jī)械加工外協CNC精密非標零件加工(gōng)機床副工作(zuò)台(tái)北京鑄(zhù)鋼件機加工廠機床基座機床配件加工黃銅(tóng)配件加工(gōng)機加(jiā)工零件五金配件加(jiā)工北京機械加(jiā)工數控車床零部件外協機械配件CNC精密非標加(jiā)工廠北京周(zhōu)邊機械加(jiā)工廠(chǎng)天津周邊機械加工廠鋁合(hé)金零件加工(gōng)車床機械加工
常見(jiàn)問題
機械加工知識
聯(lián)係方式(shì)
滄州97视频精密(mì)機械製(zhì)造有限公司
地址:滄州(zhōu)市運河區南陳(chén)屯鄉張莊(zhuāng)子村3區26號
聯(lián)係人:葛經理
銷售(shòu)熱線: 010-87675292
技術支持: 13911941253
郵箱:yatosata@163.com
公司地址:河北省滄州(zhōu)市運河(hé)區南陳屯鄉張莊子村3區26號 郵編:062150 電話:010-87675292 傳真:010-87675292 聯係人:葛經理 手機:13911941253 QQ:471758003 網址:http://www.csliwz.com 郵箱:yatosata@163.com
滄州97视频精密機械製(zhì)造有限(xiàn)公司(sī) 2011(C)版權所有並對網站所有(yǒu)內容保留解釋權 冀ICP備2020030370號-1

冀公網安備13090302000404號
PowerBy:速貝·網搜寶 網站建設:中科四方