北京數控車床加工|數控車外協加工廠北(běi)京(jīng)|數控車床精密加工廠北京工序快捷-滄州97视频精密機械


數控車床加工,數控車外協加工廠(chǎng)北京,數控(kòng)車床精密加(jiā)工廠(chǎng)北京-車床(chuáng)加工 工序快捷")
車(chē)床加工
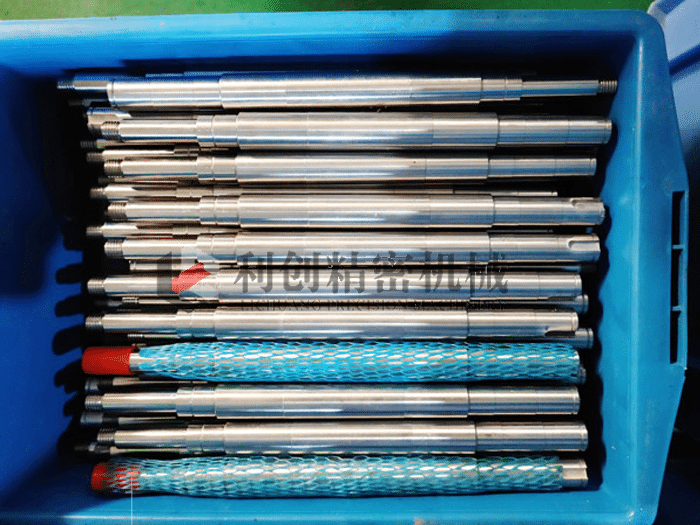
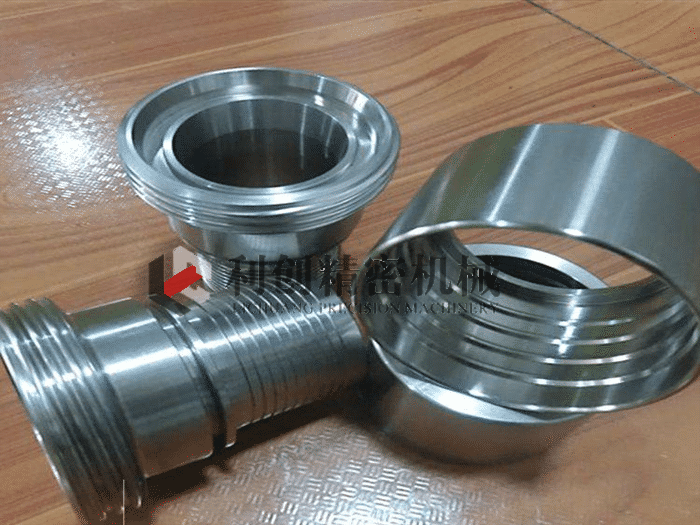
本公司對車床(chuáng)外協廠、零件車削加工外協的難點進行研究分析,並利用公司原有(yǒu)設備,有針對性的進行工裝設計,北京數控(kòng)車床加工工序的加(jiā)工變得簡單、快捷。不僅確保了該零件的加工精度,同時也省去了外協的加工費用。
產地:河北省>滄州
供應商:滄州(zhōu)97视频(chuàng)精密機械製(zhì)造有限公司
電話: 010-87675292
手機:13911941253
手機:13911941253
車(chē)床加工詳細介(jiè)紹
數控車床是目前使(shǐ)用較為廣泛的數控車床之一。它主要用於軸類零件或(huò)盤類零件(jiàn)的內外圓柱麵、任意錐角的內外圓錐麵、複雜回轉內外曲麵和圓柱、圓錐螺紋等切削加工,並能進行切(qiē)槽、鑽(zuàn)孔、擴孔、鉸孔及(jí)鏜孔等。

數控車(chē)床與(yǔ)普通車(chē)床相比,數控車床有如下特點:
●加工精度(dù)高(gāo),具有穩定(dìng)的加工質量;
●可進行(háng)多坐標的聯動,能加工形狀複雜的零件(jiàn);
●加工零件改變時,一般隻需要更改數控程(chéng)序(xù),可節省(shěng)生產準備時間;
●車床本身的精度高、剛性大,可選擇有利的加工用量,生產率高(gāo);
●車床自動化程度高,可以減輕勞動強度;
●對操作人員(yuán)的素質要求(qiú)較高,對(duì)維修人員的技術要求較高。
二、選(xuǎn)用原則
確(què)定典(diǎn)型零件的工藝要求、加工工件(jiàn)的(de)批量,擬定數控(kòng)車床應具有的功能是做好前期準備(bèi),合理選用數控車(chē)床的前提條件:滿足典型零件的工(gōng)藝要求。
典型零件的工藝要求主要是零件的結構尺寸、加工範圍和精度要求。根據精度要(yào)求,即工件的尺寸精度、定位精度和表麵粗糙度的(de)要求來選擇數控車床的控製精度。 根據可靠性來選擇,可靠性是提高產品質量和生產效率的確保。數控車床的可靠性(xìng)是指數控車床(chuáng)在規定條件下(xià)執行其功能時,長時間穩定運行而不出故障。即平均無故障時間長(zhǎng),即使出了故障,短時間內能恢複,重新(xīn)投入使用。選(xuǎn)擇結構合理、製造精良,並已批量(liàng)生(shēng)產的數控車床。一般,用戶越多,數(shù)控係統的可靠性越高。
數控車床附件及刀具
數控車床隨機附件、備件及(jí)其供應能力、刀具,對已投(tóu)產數控車床、車削中心來說(shuō)是較重要的。選擇數控車床,需仔細(xì)考慮刀具和附件的配(pèi)套性。
生產廠家一般選擇同一廠商的產品,至(zhì)少應選購同一廠商的控製(zhì)係(xì)統,這給維修工(gōng)作帶來較大的便利。教學單位,由於(yú)需要學生見多識廣(guǎng),選(xuǎn)用不同的係(xì)統,配(pèi)備各種仿真(zhēn)軟件是(shì)明智的選(xuǎn)擇。
性能價格比(bǐ)來選擇(zé)
做到功能、精度不(bú)閑置、不浪費,不要選擇和自己需要無關的功能。
數控車床的防(fáng)護
需要時,數控(kòng)車床可配備(bèi)全封閉或半封閉的防(fáng)護裝置(zhì)、自動(dòng)排屑裝(zhuāng)置。
在選擇數控車床、車削中心時,應綜合考慮上述各項原則。
三、基本組成
數控車(chē)床由數(shù)控裝置、床身、主軸箱、刀架進給係統、尾座、液壓係統、冷卻係統、潤滑係統、排屑器等部分組成。
數控車床分為(wéi)立式數控車床(chuáng)和臥式數控車床兩種類型(xíng)。
立式數控車床用(yòng)於回轉直徑較大(dà)的盤類零件車削加工。
臥式數控車床用於軸向尺寸(cùn)較長或小型盤類零件的車削加工(gōng)。
臥式數控車床按功能可進一步分為經濟型數控車床、普通數控車床和車削加工中心。
經濟(jì)型數控車(chē)床:采用步進電(diàn)動機和單片機對普通車床(chuáng)的車削(xuē)進(jìn)給係統進行改造後(hòu)形成的簡易型數控車床(chuáng)。成本較(jiào)低,自動化(huà)程度和功能都比較差,車削加工精度也(yě)不高,適用於要求不高的回轉類零件的車削(xuē)加工。
普通(tōng)數控車床:根據車削加(jiā)工要求在結構上(shàng)進(jìn)行專門設計(jì),配備通用數控係統(tǒng)而形成的數控車床。數控係統功能強,自動化程度和加工精度也比較(jiào)高,適用於一般回轉類零件的車削加工。這種數控車床(chuáng)可(kě)同時控(kòng)製兩個坐標(biāo)軸,即x軸和z軸。
車削加工中心:在普通數控車(chē)床的基礎上,增加了C軸和動力頭,較高的數控(kòng)車床還帶有刀庫,可控製X、Z和C三個坐標軸,聯動控製軸可以是(X,Z)、(X,C)或(Z,C)。由於增加了C軸和銑(xǐ)削動(dòng)力頭,這種數控(kòng)車(chē)床的加工功能大大增強,除可以進行一般車削外,還可(kě)以進行徑向和(hé)軸向銑削、曲麵銑削、中心線不在零件(jiàn)回轉中心的孔(kǒng)和徑向孔的鑽削等加工(gōng)。
液壓卡盤和液壓尾架
液壓卡盤(pán)是(shì)數(shù)控車削加工時夾緊工件的重要附件,對一般回轉類零件可采用普通液壓卡盤;對零件被夾持部位不是圓柱(zhù)形的零(líng)件,則需要采用_卡盤;用(yòng)棒料直接加工零件時需要采用彈簧卡盤。對軸向尺寸和徑向尺寸的比值較大的零件,需要采用安裝在液壓尾架上的活對(duì)零件尾端進行支撐,才(cái)能確(què)保(bǎo)對零(líng)件進行正確的加工。尾架有普通液壓尾架和可編程(chéng)液壓尾架。
數控車床可以配備(bèi)兩種刀架(jià):
①_刀架:由車床生產廠商自己(jǐ)開(kāi)發(fā),所使用的刀柄也是_的。這種刀(dāo)架的優點是製造成本低,但缺乏通用性。
②通用(yòng)刀架:根據通用標準而(ér)生產的刀架(jià),數控車床(chuáng)生產廠商可以根據數控車床的功能(néng)要求進行選擇配置。
銑(xǐ)削動力頭
數控車(chē)床刀架上安裝銑削動力(lì)頭(tóu)後可以大(dà)大擴(kuò)展數控車床的加工能力。如:利用銑削動力頭進行軸向(xiàng)鑽孔和銑削軸向槽。
數(shù)控(kòng)車床的刀具
在數控車床或車(chē)削加工中心上車(chē)削零件時,應根據車床(chuáng)的刀(dāo)架結構和可以安裝刀具的數量,合理、科學地安排刀具在刀架上的位(wèi)置,並注意避免(miǎn)刀具在靜止和工作時(shí),刀具(jù)與數控車床、刀具與工(gōng)件以及(jí)刀具相互之間的幹涉現象。
數控裝置,是數控車床的核心,包括硬(yìng)件(印刷電路板(bǎn)、CRT顯示器、鍵盒、紙帶閱讀機等)以及(jí)相應的軟件,用於輸入數字化的零件程序,並完成輸入信息的存儲(chǔ)、數(shù)據的變(biàn)換、插補運算(suàn)以及實現各種控製功能。
驅動裝置,他是數控車床執行機(jī)構的驅動部件,包括主軸驅動單元、進(jìn)給單元、主軸電機(jī)及進(jìn)給電(diàn)機等(děng)。他在數控裝(zhuāng)置(zhì)的控製下通過電氣或電液伺服係統(tǒng)實現(xiàn)主軸和進給驅(qū)動。當幾個進(jìn)給聯動時,可以完成定位、直線、平麵(miàn)曲線和空間曲(qǔ)線的加(jiā)工。 
數(shù)控車床是(shì)按照事先編製好的加工程序,自動地對被加工零件進(jìn)行加工。我們(men)把(bǎ)零件(jiàn)的加工工藝路線、工藝參數、刀具的運動(dòng)軌跡、位移量(liàng)、切削參(cān)數以及輔助功能,按(àn)照數控車床規(guī)定的指令代碼及程序格式編寫成加工程序單,再把這程序單中的內容(róng)記錄在控製介質上,然後輸入(rù)到數控(kòng)車床的數控裝置中,從而指揮車床加工零件。
我(wǒ)們知道,對於大批量生產的零件,使用自動(dòng)化和半自動(dòng)化的車床已能實現生產過程的自動化。但是,對於單件、小批量生產(chǎn)的(de)零件,實現自動化一(yī)直是(shì)個難(nán)題。在過去相當長(zhǎng)的一段時間內,總是無法圓滿解決。尤其是在加(jiā)工形(xíng)狀複雜(zá)的、加工精度要求高的零件,一直在自動化的(de)道路(lù)上處於停(tíng)頓狀態。雖然有些應(yīng)用(yòng)仿形裝置解(jiě)決了一部分(fèn),但是實(shí)踐證明,仿形車床還是不能(néng)解決這一問題。
數控車床的出現,為從根本上解決這一問題開辟了(le)廣闊的道路,所以成為機械加工中的一個重要發(fā)展方(fāng)向。
數控車床的出現,為從根本上解決這一問題開辟了(le)廣闊的道路,所以成為機械加工中的一個重要發(fā)展方(fāng)向。
一、特點
數控車床是數字控製車床的簡稱,是一種裝有程序控製係統的自(zì)動化車床。該控製係統能夠邏輯地(dì)處理具有控製(zhì)編碼或(huò)其他符(fú)號指令規定的(de)程序,並將其(qí)譯碼(mǎ),從而使車床動作並加工零件。數控車(chē)床與(yǔ)普通車(chē)床相比,數控車床有如下特點:
●加工精度(dù)高(gāo),具有穩定(dìng)的加工質量;
●可進行(háng)多坐標的聯動,能加工形狀複雜的零件(jiàn);
●加工零件改變時,一般隻需要更改數控程(chéng)序(xù),可節省(shěng)生產準備時間;
●車床本身的精度高、剛性大,可選擇有利的加工用量,生產率高(gāo);
●車床自動化程度高,可以減輕勞動強度;
●對操作人員(yuán)的素質要求(qiú)較高,對(duì)維修人員的技術要求較高。
二、選(xuǎn)用原則
確(què)定典(diǎn)型零件的工藝要求、加工工件(jiàn)的(de)批量,擬定數控(kòng)車床應具有的功能是做好前期準備(bèi),合理選用數控車(chē)床的前提條件:滿足典型零件的工(gōng)藝要求。
典型零件的工藝要求主要是零件的結構尺寸、加工範圍和精度要求。根據精度要(yào)求,即工件的尺寸精度、定位精度和表麵粗糙度的(de)要求來選擇數控車床的控製精度。 根據可靠性來選擇,可靠性是提高產品質量和生產效率的確保。數控車床的可靠性(xìng)是指數控車床(chuáng)在規定條件下(xià)執行其功能時,長時間穩定運行而不出故障。即平均無故障時間長(zhǎng),即使出了故障,短時間內能恢複,重新(xīn)投入使用。選(xuǎn)擇結構合理、製造精良,並已批量(liàng)生(shēng)產的數控車床。一般,用戶越多,數(shù)控係統的可靠性越高。
數控車床附件及刀具
數控車床隨機附件、備件及(jí)其供應能力、刀具,對已投(tóu)產數控車床、車削中心來說(shuō)是較重要的。選擇數控車床,需仔細(xì)考慮刀具和附件的配(pèi)套性。
生產廠家一般選擇同一廠商的產品,至(zhì)少應選購同一廠商的控製(zhì)係(xì)統,這給維修工(gōng)作帶來較大的便利。教學單位,由於(yú)需要學生見多識廣(guǎng),選(xuǎn)用不同的係(xì)統,配(pèi)備各種仿真(zhēn)軟件是(shì)明智的選(xuǎn)擇。
性能價格比(bǐ)來選擇(zé)
做到功能、精度不(bú)閑置、不浪費,不要選擇和自己需要無關的功能。
數控車床的防(fáng)護
需要時,數控(kòng)車床可配備(bèi)全封閉或半封閉的防(fáng)護裝置(zhì)、自動(dòng)排屑裝(zhuāng)置。
在選擇數控車床、車削中心時,應綜合考慮上述各項原則。
三、基本組成
數控車(chē)床由數(shù)控裝置、床身、主軸箱、刀架進給係統、尾座、液壓係統、冷卻係統、潤滑係統、排屑器等部分組成。
數控車床分為(wéi)立式數控車床(chuáng)和臥式數控車床兩種類型(xíng)。
立式數控車床用(yòng)於回轉直徑較大(dà)的盤類零件車削加工。
臥式數控車床用於軸向尺寸(cùn)較長或小型盤類零件的車削加工(gōng)。
臥式數控車床按功能可進一步分為經濟型數控車床、普通數控車床和車削加工中心。
經濟(jì)型數控車(chē)床:采用步進電(diàn)動機和單片機對普通車床(chuáng)的車削(xuē)進(jìn)給係統進行改造後(hòu)形成的簡易型數控車床(chuáng)。成本較(jiào)低,自動化(huà)程度和功能都比較差,車削加工精度也(yě)不高,適用於要求不高的回轉類零件的車削(xuē)加工。
普通(tōng)數控車床:根據車削加(jiā)工要求在結構上(shàng)進(jìn)行專門設計(jì),配備通用數控係統(tǒng)而形成的數控車床。數控係統功能強,自動化程度和加工精度也比較(jiào)高,適用於一般回轉類零件的車削加工。這種數控車床(chuáng)可(kě)同時控(kòng)製兩個坐標(biāo)軸,即x軸和z軸。
車削加工中心:在普通數控車(chē)床的基礎上,增加了C軸和動力頭,較高的數控(kòng)車床還帶有刀庫,可控製X、Z和C三個坐標軸,聯動控製軸可以是(X,Z)、(X,C)或(Z,C)。由於增加了C軸和銑(xǐ)削動(dòng)力頭,這種數控(kòng)車(chē)床的加工功能大大增強,除可以進行一般車削外,還可(kě)以進行徑向和(hé)軸向銑削、曲麵銑削、中心線不在零件(jiàn)回轉中心的孔(kǒng)和徑向孔的鑽削等加工(gōng)。
液壓卡盤和液壓尾架
液壓卡盤(pán)是(shì)數(shù)控車削加工時夾緊工件的重要附件,對一般回轉類零件可采用普通液壓卡盤;對零件被夾持部位不是圓柱(zhù)形的零(líng)件,則需要采用_卡盤;用(yòng)棒料直接加工零件時需要采用彈簧卡盤。對軸向尺寸和徑向尺寸的比值較大的零件,需要采用安裝在液壓尾架上的活對(duì)零件尾端進行支撐,才(cái)能確(què)保(bǎo)對零(líng)件進行正確的加工。尾架有普通液壓尾架和可編程(chéng)液壓尾架。
數控車床可以配備(bèi)兩種刀架(jià):
①_刀架:由車床生產廠商自己(jǐ)開(kāi)發(fā),所使用的刀柄也是_的。這種刀(dāo)架的優點是製造成本低,但缺乏通用性。
②通用(yòng)刀架:根據通用標準而(ér)生產的刀架(jià),數控車床(chuáng)生產廠商可以根據數控車床的功能(néng)要求進行選擇配置。
銑(xǐ)削動力頭
數控車(chē)床刀架上安裝銑削動力(lì)頭(tóu)後可以大(dà)大擴(kuò)展數控車床的加工能力。如:利用銑削動力頭進行軸向(xiàng)鑽孔和銑削軸向槽。
數(shù)控(kòng)車床的刀具
在數控車床或車(chē)削加工中心上車(chē)削零件時,應根據車床(chuáng)的刀(dāo)架結構和可以安裝刀具的數量,合理、科學地安排刀具在刀架上的位(wèi)置,並注意避免(miǎn)刀具在靜止和工作時(shí),刀具(jù)與數控車床、刀具與工(gōng)件以及(jí)刀具相互之間的幹涉現象。
四、數控車床(chuáng)組成
主機,他是數控車床的主體,包括數(shù)控(kòng)車床身、立柱、主軸(zhóu)、進給(gěi)機構(gòu)等機械部件。他是用於完成各種切削加工的機械部件。數控裝置,是數控車床的核心,包括硬(yìng)件(印刷電路板(bǎn)、CRT顯示器、鍵盒、紙帶閱讀機等)以及(jí)相應的軟件,用於輸入數字化的零件程序,並完成輸入信息的存儲(chǔ)、數(shù)據的變(biàn)換、插補運算(suàn)以及實現各種控製功能。
驅動裝置,他是數控車床執行機(jī)構的驅動部件,包括主軸驅動單元、進(jìn)給單元、主軸電機(jī)及進(jìn)給電(diàn)機等(děng)。他在數控裝(zhuāng)置(zhì)的控製下通過電氣或電液伺服係統(tǒng)實現(xiàn)主軸和進給驅(qū)動。當幾個進(jìn)給聯動時,可以完成定位、直線、平麵(miàn)曲線和空間曲(qǔ)線的加(jiā)工。
輔助裝置,指(zhǐ)數控車床的一些必要的配套部件,用以確保數控車(chē)床的運行,如冷卻、排屑、潤滑、照明、監測等(děng)。它包括液壓和(hé)氣動裝置、排(pái)屑裝置、交換工作台、數控轉台和數控(kòng)分度頭,還包括刀(dāo)具及監控檢測裝置等。
編程及其他附屬設(shè)備,可用(yòng)來在機外進(jìn)行零(líng)件的程序編製、存儲(chǔ)等。
自從(cóng)1952年美國麻省理工學院研製出世(shì)界上數控車(chē)床以(yǐ)來,數(shù)控車床在製造工業(yè),特別是在汽車、航(háng)空航天、以及軍事工業(yè)中被廣泛地應用,數控技(jì)術無論在硬件和軟件方麵,都有(yǒu)飛速發展。
五、安裝方法
起吊和(hé)運輸
數控車床的(de)起吊,應使用製造廠提供的_起吊工(gōng)具,不允許采用其他方(fāng)法進行。不需要(yào)_起吊工具,應采用鋼絲繩按照說明書(shū)規定部位起吊(diào)。
基礎及位置(zhì)
數控車床應安裝在牢固的基礎上,位置應遠離振源(yuán);避免陽光照射和熱輻射;放(fàng)置在幹燥的(de)地方,避免潮濕和氣流的影響。數控車床附近若有振源,在(zài)基(jī)礎四周要設置防振溝。
數控(kòng)車床的安裝
數控車床放置於基礎上,應在自由狀態下找平,然後將地腳螺栓均勻地鎖緊。對於普通數控車床,水平儀(yí)讀數不高(gāo)於0.04/1000mm,對於高精度的數控車床,水平儀不高於0.02/1000mm。在測量安裝精度(dù)時,應在恒定(dìng)溫度下進行,測量工具需經一段定溫時間後再使用。數控車床安裝(zhuāng)時應竭(jié)力避免使數控車床產生強迫變形的安裝方法。數控車(chē)床安裝時不應隨便拆下(xià)數控車床的某些部件,部件的拆卸可能(néng)導致(zhì)數控車床內應力的重(chóng)新(xīn)分配,從而影響數控車床精度。
編程及其他附屬設(shè)備,可用(yòng)來在機外進(jìn)行零(líng)件的程序編製、存儲(chǔ)等。
自從(cóng)1952年美國麻省理工學院研製出世(shì)界上數控車(chē)床以(yǐ)來,數(shù)控車床在製造工業(yè),特別是在汽車、航(háng)空航天、以及軍事工業(yè)中被廣泛地應用,數控技(jì)術無論在硬件和軟件方麵,都有(yǒu)飛速發展。
五、安裝方法
起吊和(hé)運輸
數控車床的(de)起吊,應使用製造廠提供的_起吊工(gōng)具,不允許采用其他方(fāng)法進行。不需要(yào)_起吊工具,應采用鋼絲繩按照說明書(shū)規定部位起吊(diào)。
基礎及位置(zhì)
數控車床應安裝在牢固的基礎上,位置應遠離振源(yuán);避免陽光照射和熱輻射;放(fàng)置在幹燥的(de)地方,避免潮濕和氣流的影響。數控車床附近若有振源,在(zài)基(jī)礎四周要設置防振溝。
數控(kòng)車床的安裝
數控車床放置於基礎上,應在自由狀態下找平,然後將地腳螺栓均勻地鎖緊。對於普通數控車床,水平儀(yí)讀數不高(gāo)於0.04/1000mm,對於高精度的數控車床,水平儀不高於0.02/1000mm。在測量安裝精度(dù)時,應在恒定(dìng)溫度下進行,測量工具需經一段定溫時間後再使用。數控車床安裝(zhuāng)時應竭(jié)力避免使數控車床產生強迫變形的安裝方法。數控車(chē)床安裝時不應隨便拆下(xià)數控車床的某些部件,部件的拆卸可能(néng)導致(zhì)數控車床內應力的重(chóng)新(xīn)分配,從而影響數控車床精度。
相(xiàng)關產品
97视频精密機械不鏽鋼316零件加(jiā)工,北(běi)京數控車床加工(gōng)-機械加(jiā)工零部件")
滄州97视频精密機械製造有限公司(sī)從事與於不鏽鋼316零件加工,北京數控車床加工廠具備豐富的行業經驗,加工工藝人員(yuán)技術過硬,可解決從設計到加工完成交付成品一係列(liè)服務。
械北京45號鋼零件車床加工外協,40Cr鋼CNC精密加工,鋼Q235零件數控(kòng)加工(gōng)-鋼件加工 加工精研")
40Cr鋼CNC精密加工、鋼Q235零(líng)件數控加工主要是從(cóng)工件的精度要求,表麵光潔度及行位公差(chà)來確定使(shǐ)用什麽工藝來加工用CNC加工,北京45號鋼零件車床加(jiā)工外協是使用一般的加工機床進行的車、銑、磨、線切割、鉗加工。精密(mì)加工指的是精磨、精鏜、慢走絲線切割加工、數控機床(chuáng)加工、鉗工研磨、拋光等。超精密(mì)加工指的是鏡麵磨加工、鉗工精研(yán)等。
精密機械北京數控車床(chuáng)加工,數控車外協加工廠北京,數控車(chē)床精密加工(gōng)廠北京-車床加工(gōng) 工(gōng)序快(kuài)捷")
本公司對車(chē)床外協廠、零件車削加工外協的難點進行(háng)研究分析,並利用公司(sī)原有(yǒu)設備,有針對性的進行工裝設計,北京數控車(chē)床(chuáng)加工工序的加工變得簡單、快捷。不僅確保了該零件的加工精度,同(tóng)時也省(shěng)去了外協的加工費用。
產(chǎn)品展示
機械加(jiā)工(gōng)零(líng)部件不鏽鋼零(líng)件加工黃銅零件加工鋁合金零件加工液壓閥座(zuò)加工鋼件加工工程塑料零件加工車床加工機床鑄鐵件加工銑床加工自動化設備定製(zhì)壓鑄模具-熱鍛(duàn)模(mó)具-注塑模具-研發製造機(jī)床鑄件加工鋁合金機械零部件的加工與生產北京機械加工外協CNC精密非標零件加工機床副工作(zuò)台北京鑄鋼件(jiàn)機加工(gōng)廠機床基座機床配件加工黃銅配(pèi)件加工機(jī)加工零件五金配件加工北(běi)京機(jī)械加工數控車床零部件外協機械配件CNC精密非標加工廠北京周(zhōu)邊機械加工廠天津周(zhōu)邊機械加工廠鋁合金零件加工車床機械加工
機械加工知識
聯係方式
滄州97视频(chuàng)精密機械(xiè)製造有限公司(sī)
地址:滄州市運河區南陳屯鄉張莊子村3區(qū)26號
聯係人:葛經理
銷售熱線: 010-87675292
技術支持: 13911941253
郵箱:yatosata@163.com
公司地址:河北省滄州市運河區南陳屯鄉張莊子村3區26號 郵編(biān):062150 電話:010-87675292 傳真:010-87675292 聯係人:葛(gě)經理 手機:13911941253 QQ:471758003 網址:http://www.csliwz.com 郵箱:yatosata@163.com
滄州97视频精密機械製造有限公(gōng)司 2011(C)版(bǎn)權所有並(bìng)對網站所(suǒ)有內容(róng)保留解(jiě)釋權 冀ICP備2020030370號-1

冀公網安備13090302000404號
PowerBy:速貝·網搜寶 網站建設:中科(kē)四方