北(běi)京45號鋼(gāng)零件車床加工外協|40Cr鋼(gāng)CNC精密加工|鋼Q235零件數控加工加工精研-滄州97视频精密機械


創精密機械北京45號鋼零(líng)件車床加工外協,40Cr鋼CNC精密加工,鋼Q235零件數(shù)控加工-鋼件加工 加工精研")
鋼件加工
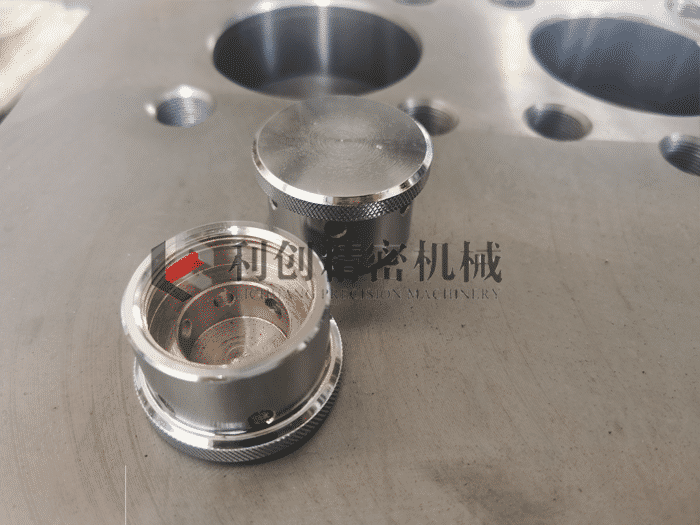
40Cr鋼(gāng)CNC精密加工、鋼Q235零件數控加工主要(yào)是從工件的精度要求,表麵光潔度及行位公差來確定使用什(shí)麽工藝來(lái)加工用(yòng)CNC加工,北京(jīng)45號鋼零件車(chē)床加工外協是使用一般的加(jiā)工機床進行的車、銑、磨、線切割、鉗加工。精密加工指的是精磨、精鏜、慢走絲(sī)線切割加工、數控機床加工(gōng)、鉗工研磨(mó)、拋光等。超精密加(jiā)工指的是鏡麵磨加工、鉗(qián)工精研等。
產地:河北省>滄(cāng)州
供應商(shāng):滄州97视频精密機械製造有限公司
電話: 010-87675292
手機:13911941253
手機:13911941253
鋼(gāng)件加工詳細介紹
在45號鋼零件車(chē)床加工外協上還可用鑽頭、擴孔鑽、鉸刀、絲錐(zhuī)、板牙和滾花工具等進行相(xiàng)應的加工。45號(hào)鋼零件(jiàn)車床加(jiā)工外協主要用於加工軸(zhóu)、盤(pán)、套和其他(tā)具有回轉表麵的工(gōng)件,是(shì)機械製造和修配工廠中使用比較廣的一類機床加工。

 1,易於確保工件(jiàn)各個加工(gōng)麵的精度;加工時,工件繞某一固定軸線回轉(zhuǎn),各表麵(miàn)具有同一的回轉軸線,故易於確保(bǎo)加工麵間同(tóng)軸度的要求;
1,易於確保工件(jiàn)各個加工(gōng)麵的精度;加工時,工件繞某一固定軸線回轉(zhuǎn),各表麵(miàn)具有同一的回轉軸線,故易於確保(bǎo)加工麵間同(tóng)軸度的要求;
2, 切削過程比較平穩;除了斷續表麵之外(wài),一般情況下45號鋼零件車床加工外協(xié)過程是(shì)連續進行(háng)的,不像銑削和刨削,在一次走刀過(guò)程中,刀齒有多次切入和(hé)切出,產生衝擊(jī);
3,適用於有色(sè)金屬零件的精加工;某些有色金屬零件,因材料本身的硬度較低,塑(sù)性較好,用(yòng)其他的加工方式(shì)很難得到光(guāng)潔的表麵(miàn);
4,刀具簡單;車刀是刀具中簡單的一(yī)種,製造,刃磨和安(ān)裝都(dōu)很方便,這便於根據具體加工要求(qiú),選用合(hé)理的角度(dù).
一、 認真執行(háng)下述有關(guān)45號鋼零件車床加工外協通用規(guī)定:
1、找正工件時,隻準用手板動卡盤或開較低速找正,不準開高速找正。
2、改(gǎi)變主軸回轉方向時(shí),要先停主軸(zhóu)後進(jìn)行,不準突然改回轉方向。
3、裝卸卡盤時,隻準用手轉動三角皮帶帶動主軸回(huí)轉(zhuǎn)行,禁止直接開動機床強製鬆開或擰緊。同時(shí)要在床麵上墊塊木板,防止(zhǐ)發生意(yì)外。
4、刀具安裝不宜伸出過長,墊片要(yào)平正,寬(kuān)度與刀具底麵寬度一(yī)致。
5、工作中不準開(kāi)反車的方法來製(zhì)動主軸回轉。
 二、 認真執行下述(shù)有(yǒu)關部(bù)分特殊45號鋼零件車床加工外協的特殊規定(dìng):(一)、回輪式六角(jiǎo)45號鋼零件車床加工外協(xié):
二、 認真執行下述(shù)有(yǒu)關部(bù)分特殊45號鋼零件車床加工外協的特殊規定(dìng):(一)、回輪式六角(jiǎo)45號鋼零件車床加工外協(xié):
1、不準加工彎曲、表麵毛粗的棒料。
2、裝料時須將料頭對準夾頭孔(kǒng),輕輕擊進,不準亂打亂敲。
(二)、程控轉搭45號鋼零件車床加工:
根據工藝(yì)要求進行有關工步程序主軸轉(zhuǎn)速、刀架進給量、刀架運動軌跡和連續越位(wèi)等項目的預選。將電氣旋鈕置於"調正"位置進行試車,確認無問(wèn)題後,再將電氣旋置於自動或半自動位置(zhì)進行工作。
通(tōng)常使用45號鋼零件車床加工外協之材料為易切削用鋼及銅,易切削用鋼含硫S及含(hán)磷P較高之材質,硫與錳在鋼材中是以硫化錳(měng)的形態存在,而硫(liú)化錳在(zài)現代45號鋼零件車(chē)床加工外協常用的材料使用鋁合金材料,鋁合金材料的密度相對於鐵與鋼材料的密度大大的降低,而且(qiě)45號鋼零件車床加(jiā)工外協難度低,可塑性強,產品重量大大的減輕,也大大縮短了45號鋼零件車(chē)床加工外協零件的時間隨之而來的是成(chéng)本的降低使得鋁合金成為了航空配件領域的寵兒。
2, 切削過程比較平穩;除了斷續表麵之外(wài),一般情況下45號鋼零件車床加工外協(xié)過程是(shì)連續進行(háng)的,不像銑削和刨削,在一次走刀過(guò)程中,刀齒有多次切入和(hé)切出,產生衝擊(jī);
3,適用於有色(sè)金屬零件的精加工;某些有色金屬零件,因材料本身的硬度較低,塑(sù)性較好,用(yòng)其他的加工方式(shì)很難得到光(guāng)潔的表麵(miàn);
4,刀具簡單;車刀是刀具中簡單的一(yī)種,製造,刃磨和安(ān)裝都(dōu)很方便,這便於根據具體加工要求(qiú),選用合(hé)理的角度(dù).
一、 認真執行(háng)下述有關(guān)45號鋼零件車床加工外協通用規(guī)定:
1、找正工件時,隻準用手板動卡盤或開較低速找正,不準開高速找正。
2、改(gǎi)變主軸回轉方向時(shí),要先停主軸(zhóu)後進(jìn)行,不準突然改回轉方向。
3、裝卸卡盤時,隻準用手轉動三角皮帶帶動主軸回(huí)轉(zhuǎn)行,禁止直接開動機床強製鬆開或擰緊。同時(shí)要在床麵上墊塊木板,防止(zhǐ)發生意(yì)外。
4、刀具安裝不宜伸出過長,墊片要(yào)平正,寬(kuān)度與刀具底麵寬度一(yī)致。
5、工作中不準開(kāi)反車的方法來製(zhì)動主軸回轉。
1、不準加工彎曲、表麵毛粗的棒料。
2、裝料時須將料頭對準夾頭孔(kǒng),輕輕擊進,不準亂打亂敲。
(二)、程控轉搭45號鋼零件車床加工:
根據工藝(yì)要求進行有關工步程序主軸轉(zhuǎn)速、刀架進給量、刀架運動軌跡和連續越位(wèi)等項目的預選。將電氣旋鈕置於"調正"位置進行試車,確認無問(wèn)題後,再將電氣旋置於自動或半自動位置(zhì)進行工作。
相關(guān)產品
機械不鏽鋼316零件加工,北京數控車床加工-機械(xiè)加工零部件")
滄州97视频精密機械製造有限公(gōng)司從事與於不鏽(xiù)鋼316零件加工,北京數控車床加工廠具備豐富的行業經驗,加工工(gōng)藝人員技術過硬(yìng),可解決從設計到加工完成交付成品一係列服務(wù)。
州97视频精密機械北京45號鋼零件車床加工外協(xié),40Cr鋼CNC精密加工,鋼Q235零件數控加工-鋼件加工 加工精研(yán)")
40Cr鋼CNC精密加工、鋼Q235零件(jiàn)數控加工主(zhǔ)要是從工件(jiàn)的(de)精度要求,表麵光(guāng)潔度及行位公差來確定使用(yòng)什麽工藝來加工用CNC加(jiā)工,北京45號鋼零件車床加工外協是使用一般的加工機床進行的車、銑、磨、線切(qiē)割、鉗加(jiā)工(gōng)。精密加(jiā)工指的是精磨、精(jīng)鏜、慢走絲線切割加工、數控機床加工(gōng)、鉗工研磨、拋光等(děng)。超精密加工指的是鏡(jìng)麵磨加工(gōng)、鉗工精研等。
床加工(gōng),數控車外協加工廠北京,數控車床精密加工廠北京-車床加工 工序快捷")
本公司對車床外(wài)協廠、零件車削加工外協的難點進行研究分(fèn)析,並利用公司原有設備(bèi),有(yǒu)針對性的進行工裝設計(jì),北京數控車(chē)床加工工序的加工變得簡單、快捷。不僅確保了該零件的加工精度,同時也省去了外協的加工費用。
產品展示
機械加工零(líng)部件不鏽(xiù)鋼零件加工(gōng)黃銅零件(jiàn)加(jiā)工鋁合金零件加工液壓閥座加工鋼件加工工程塑料零件加工車床加工機床鑄鐵件加工銑床加工自動化設備定製壓鑄模具-熱(rè)鍛模具-注塑模具-研發製造機床鑄件加工鋁合金機械零部件的(de)加工與生產北京機械加工外(wài)協CNC精密非標零件(jiàn)加工機床副(fù)工作台(tái)北京鑄鋼(gāng)件機加工廠機床(chuáng)基座機床(chuáng)配件加(jiā)工黃銅配件加工機加工零件五金配件加工北京(jīng)機械加工數控車床零部件外協機械配件CNC精密非標加(jiā)工廠北京周邊機械加工廠天津周(zhōu)邊機械加工廠鋁合金零件加工車床(chuáng)機械加工
常見問題(tí)
機械加工知識
聯係方式
滄州97视频精密機械製造有限公司
地址:滄州市運河區(qū)南陳屯鄉張莊子村3區26號
聯係(xì)人:葛經理
銷售熱(rè)線: 010-87675292
技術(shù)支持: 13911941253
郵箱:yatosata@163.com
公司地址:河北省滄州市運河區南(nán)陳屯鄉張莊子村3區26號 郵編(biān):062150 電話:010-87675292 傳真:010-87675292 聯係人:葛經理 手機:13911941253 QQ:471758003 網址:http://www.csliwz.com 郵(yóu)箱:yatosata@163.com
滄州97视频(chuàng)精密機械製造有限公司 2011(C)版權所有並對網站所有內容保留解(jiě)釋權 冀ICP備2020030370號-1

冀公網安備13090302000404號
PowerBy:速貝(bèi)·網搜寶 網站(zhàn)建設:中科四方